One of the most advanced additive manufacturing processes is the so-called selective laser sintering (SLS). Using a high-powered laser, small polymer powder particles made of polyamide-12 (PA12) are sintered into solid structures based on 3D models.
SLS 3D Printing Overview at Better Basics Laborbedarf
General
One of the most advanced additive manufacturing processes is the so-called selective laser sintering (SLS). Using a high-powered laser, small polymer powder particles made of polyamide-12 (PA12) are sintered into solid structures based on 3D models. This technology is suitable for the production of prototypes in small to medium series. SLS 3D printing has recently become established in series production, as it can be used economically even in higher quantities due to falling device prices and the increasing SLS 3D printing skills of users.
Dr. Sebastian Stein Production Manager at Better Basics Laborbedarf GmbH
Thanks to selective laser sintering, we can produce prototypes early in the design cycle. Prototypes can be tested and easily modified in a few days. This results in a significant reduction in product development time. In addition, in the post-production process, the product can be further developed directly during production.
Functioning
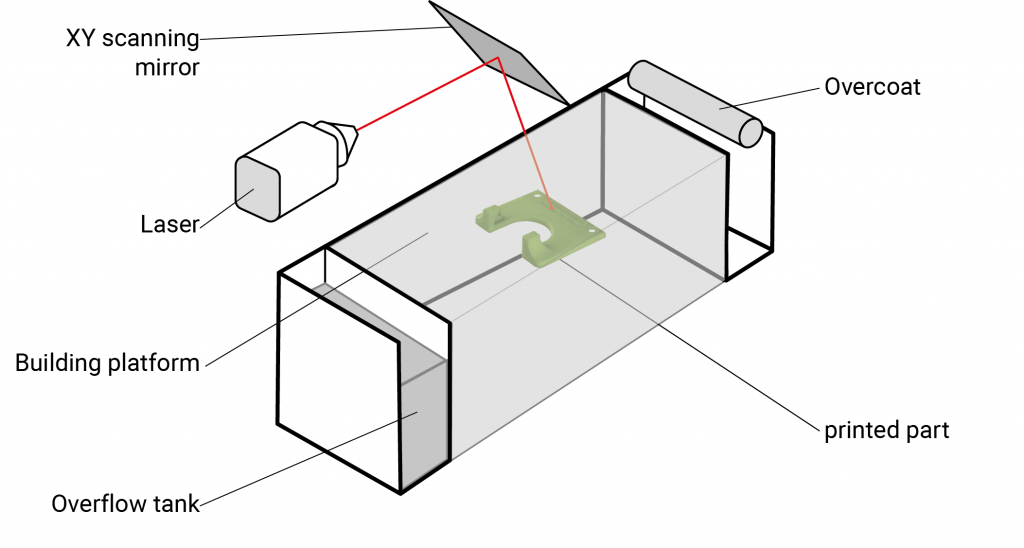
Printing: Powder is distributed in thin layers on a platform in the construction chamber. The SLS 3D printer heats the powdery material to a temperature which is just below the melting point of the raw material. The laser scans the section of the three-dimensional model and heats the powder above its melting temperature. Through this process, the powder particles are mechanically welded together (sintered). As a result, they form solid components. Since the unsintered surrounding powder supports the newly formed component during the process described, no additional structures are necessary which would have a stabilising effect. Then the platform in the SLS 3D printer lowers a layer thickness deeper into the printer installation space. The whole process is then repeated for each layer until the part is completely printed. Further post-processing steps are possible, such as dyeing or finishing the 3D-printed components.
Post-processing: The finished parts must be removed from the installation space and the excess powder must be separated and removed. Parts of the powder can then be reused. Finally, the components are finished by glass-bead blasting.
Figure 1: SLS 3D printing, schematic diagram
The innovative SLS 3D printing is particularly well suited for components which combine complex geometries as well as internal structures or thin wall structures. Components manufactured with SLS 3D printing have excellent mechanical properties and are comparable in strength to injection-moulded parts.
SLS 3D printing is now considered a process which can work at high speed. Not least due to the fact that lasers can scan the powder material at comparatively high speeds and melt it at the same time.
In addition, the accuracy achievable by laser is very high and is in the range of fractions of millimetres. Methods which use a layered structure which are used in other processes such as industrial FDM 3D printing are much less accurate in comparison.
Another advantage of SLS 3D printing is the three-dimensional production of the components in the printing process, which is achieved by so-called nesting. This is understood to mean the very close spatial placement of the individual components next to each other. So the production space in the SLS 3D printer is optimally utilised.
The optimisation is carried out by means of suitable software, which offers an enormous productivity advantage due to very close placement. These components are isotropic, i.e. uniformly loadable in all directions. In contrast to other additive manufacturing processes, in which there is generally no load in the Z direction due to the separation of the layers.
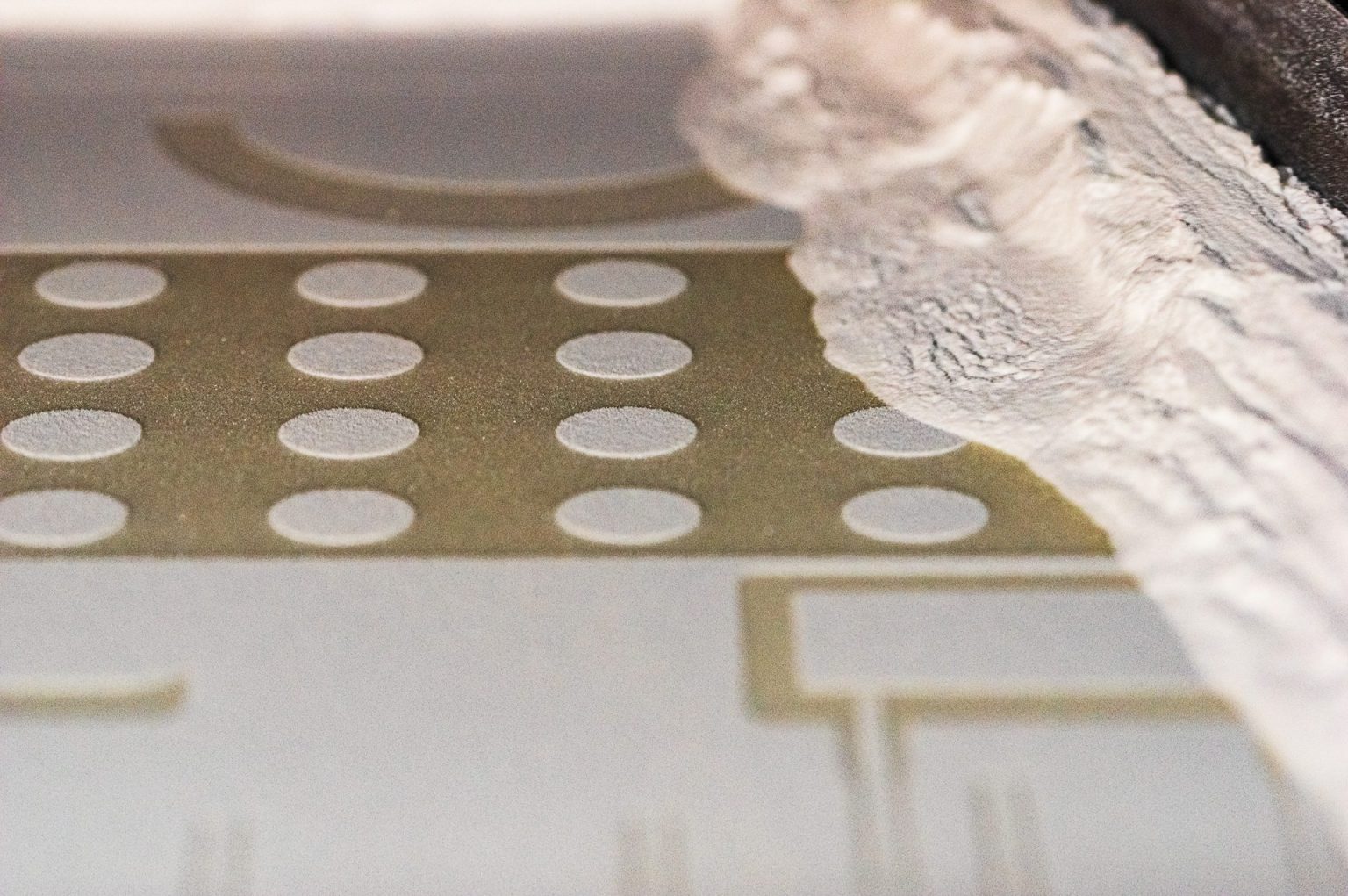
Figure 2: SLS 3D printing, materials and properties
Materials
The most commonly used material in SLS printing is polyamide-12 (PA12), a high-performance technical thermoplastic which can be used for functional prototyping and the production of finished products. PA12 proves to be ideal for a combination of the requirements of high resistance and the complexity of the parts to be manufactured.
Components printed with PA12 are mechanically resilient, durable, impact-resistant and withstand repeated stress and wear. PA12 is resistant to UV exposure, cold/heat, high humidity, solvents and rapid temperature fluctuations.
Fast product development cycles
Thanks to selective laser sintering, we can produce prototypes early in the design cycle. Prototypes can be tested and easily modified in a few days. This results in a significant reduction in product development time. In addition, in the post-production process, the product can be further developed directly during production.
SLS 3D printing, rack movement of the SLS 3D printer when printing a storage box insert for sample vials and test tubes